



Discover our complete guide to Digital Transformation in Manufacturing and learn how technology drives efficiency, quality, and growth across production.
Manufacturers are now integrating digital technologies such as artificial intelligence (AI), machine learning (ML), the Internet of Things (IoT), and cloud computing into every stage of their operations. The goal is to enhance efficiency, improve decision-making, and create more value for customers.
Instead of relying on traditional manual systems, digital transformation connects every component of the manufacturing process, making it smarter, faster, and more adaptive. From monitoring production lines to predicting equipment failures, technology enables data-driven operations that reduce waste and boost productivity.
Manufacturing companies once viewed digital tools as optional upgrades. Today, they are essential for survival. Shifts in global markets, customer behavior, and technology have made digital transformation a necessity.
Overview
The Need for Digital Transformation
Geopolitical Shifts and Production Relocation
Global manufacturing has undergone significant reshuffling. Companies are exploring reshoring, nearshoring, and friendshoring to mitigate risks related to tariffs, trade wars, and supply chain disruptions. These changes require better monitoring and management across multiple facilities. Digital technologies enable remote oversight and ensure operations remain efficient regardless of location.
Skilled Labor Shortages
The industry faces a major shortage of skilled labor, with millions of positions expected to remain unfilled by 2030. Automation tools powered by AI and IoT can bridge this gap by handling repetitive tasks, improving productivity, and enabling workers to focus on higher-value roles. Investing in workforce training and upskilling programs further ensures long-term sustainability.
Sustainability Pressures
Environmental accountability is becoming non-negotiable. Organizations are expected to meet strict sustainability standards set by regulatory authorities and large retailers. Using tools that monitor energy consumption, optimize resource use, and track emissions allows manufacturers to meet compliance standards such as ISO 14001 while reducing their environmental footprint.
Heightened Competition
Manufacturers compete not just within regions but across the globe. Customers can easily compare products and services online, pushing companies to improve their production quality, service delivery, and customization.
Changing Customer Expectations
Customers now expect more than just high-quality products. They seek transparency, customization, and consistent engagement. Manufacturers are investing in digital systems that track orders, personalize interactions, and provide real-time updates to enhance the customer experience. Manufacturers aren’t the only ones embracing digital innovation. The retail sector is undergoing a similar shift. Learn more in this detailed article on digital transformation in retail.
Data Privacy and Security
As manufacturing operations become interconnected, protecting sensitive information becomes a top priority. Cybersecurity risks are increasing, and data breaches can lead to serious financial and reputational losses. Manufacturers must implement advanced security frameworks to safeguard their systems and maintain customer trust.
Benefits of Digital Transformation in Manufacturing
Digital transformation delivers measurable outcomes that strengthen every layer of manufacturing operations. Here are some of the most significant benefits:
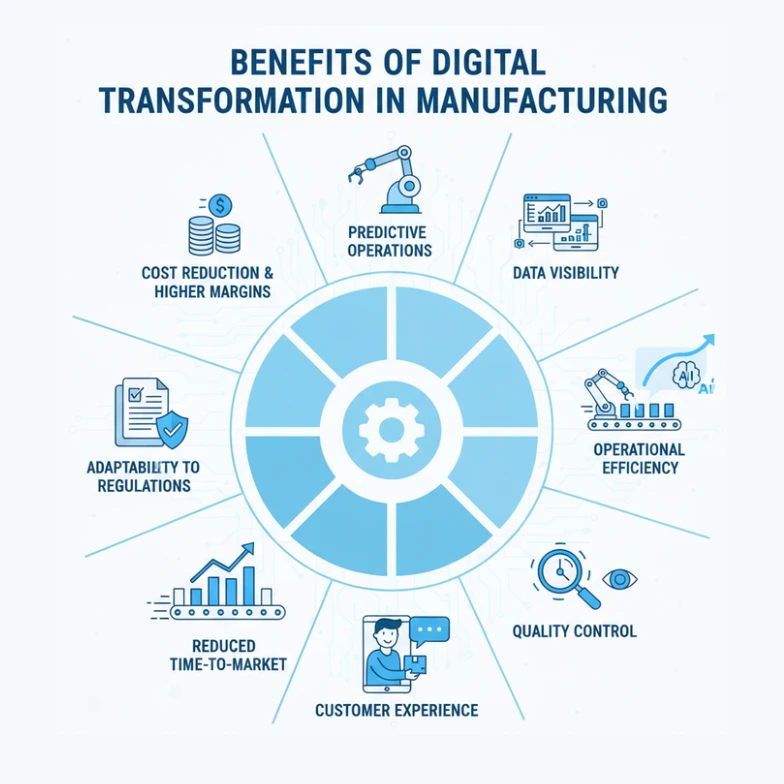
1. Data Visibility
Digital tools give manufacturers real-time insight into their operations. Data collected through connected sensors, machines, and analytics platforms provides clarity on production status, supply chain flow, and inventory levels. This visibility helps prevent bottlenecks, reduce waste, and balance stock levels efficiently.
2. Predictive Operations
Predictive analytics uses data to foresee potential issues before they disrupt operations. Manufacturers can anticipate equipment failures, plan maintenance schedules, and minimize downtime. This proactive approach improves reliability and saves costs associated with unplanned outages.
3. Operational Efficiency
Automation powered by AI and machine learning eliminates repetitive manual tasks. Processes that once took hours can now be completed in minutes with higher accuracy. Streamlining operations improves throughput, reduces human error, and ensures consistency in production quality.
4. Quality Control
Advanced image recognition and sensor-based technologies enable better defect detection than the human eye. Digital quality control systems identify inconsistencies early, reducing rework, scrap, and associated costs. This leads to higher-quality products and greater customer satisfaction.
Start Your Digital Journey Today

5. Customer Experience
Technology enables manufacturers to deliver a more engaging and personalized customer journey. Real-time tracking, accurate order updates, and tailored recommendations create trust and loyalty. A positive experience often translates to repeat business and referrals.
6. Reduced Time-to-Market
Digital tools speed up every phase of product development, from prototyping to testing. With automated design simulations and 3D modeling, manufacturers can respond to new demands quickly. Faster innovation cycles mean they stay ahead of competitors.
7. Adaptability to Regulations
Regulatory standards evolve rapidly across industries. A digital-first setup allows manufacturers to adapt faster, ensuring compliance with data protection laws, environmental policies, and industry certifications without disrupting operations.
8. Cost Reduction & Higher Margins
Efficiency, accuracy, and automation contribute to lower operational costs. Predictive maintenance reduces downtime, while better supply chain management minimizes overstocking. Over time, these savings increase profitability and create space for reinvestment in innovation.
Core Technologies Transforming the Manufacturing Sector
The success of digital transformation depends on the technologies adopted. Let’s take a look at some of the technologies that have made an impact:
Cloud Computing
Cloud platforms eliminate the limitations of on-premise infrastructure. Manufacturers can now manage product lifecycles, monitor production, and store data on cloud-based systems accessible anywhere. Cloud tools improve scalability and make it easier to integrate multiple software solutions into one ecosystem.
Big Data Analytics
Manufacturers generate massive volumes of data daily through machinery sensors, supplier records, and customer interactions. Using big data analytics tools, they can uncover valuable insights, identify patterns, and make informed decisions that optimize production, delivery, and product design.
Industrial Internet of Things (IIoT)
IIoT devices connect equipment, tools, and systems on the factory floor. These connected assets share data in real time, helping manufacturers improve predictive maintenance, monitor performance, and streamline supply chains.
Artificial Intelligence & Machine Learning
AI and ML enable machines to learn from data, detect anomalies, and suggest improvements without human intervention. Over time, AI-driven insights enhance productivity, accuracy, and cost control.
Additive Manufacturing
Also known as 3D printing, additive manufacturing enables the creation of complex, customized components quickly and efficiently. This approach minimizes waste and allows manufacturers to experiment with prototypes or produce small batches on demand.
Robotics and Automation
Modern robotics, powered by AI, is designed to work alongside humans, improving safety and precision. These systems handle repetitive tasks, optimize process flows, and perform operations that require accuracy beyond human capability.
Common Challenges & Practical Solutions
Digital transformation offers enormous promise but comes with its own set of challenges. Understanding these obstacles and addressing them strategically can make the transition smoother.
1. Lack of Digital Expertise
The demand for talent skilled in AI, IoT, data analytics, and cloud computing often exceeds supply. Training programs, certifications, and partnerships with technology providers can help manufacturers build internal capabilities. Encouraging a culture of continuous learning ensures the workforce remains future-ready.
2. High Initial Investment
Digital transformation requires upfront spending on hardware, software, and infrastructure. Businesses should conduct detailed cost-benefit analyses to estimate returns and prioritize projects with high impact potential. Strategic allocation of funds ensures maximum long-term gain.
3. Resistance to Change
Employees often feel uncertain about new technologies and fear job displacement. Clear communication about the purpose of transformation, along with proper training and gradual implementation, helps reduce resistance and build trust.
4. Legacy Systems
Older infrastructure can be difficult to integrate with modern technologies. A phased approach to upgrading, starting with the most critical systems, allows smoother transitions. Cloud-based platforms can also bridge the gap between old and new systems efficiently.
5. Siloed Digitization Efforts
When departments implement technology independently, data silos form, slowing progress. A unified strategy that encourages collaboration between departments ensures consistent transformation and alignment with business goals.
6. Cybersecurity Threats
As systems become interconnected, they also become more vulnerable. Establishing a strong cybersecurity framework that includes threat monitoring, risk assessment, and regular audits is crucial. Identifying critical assets and implementing access control can further minimize potential risks.
7. Measuring ROI
Calculating the return on investment for digital initiatives can be challenging due to long-term timelines and intangible benefits. Setting measurable goals, tracking KPIs, and evaluating both financial and operational outcomes provide a clearer picture of progress and value.
The Future of Manufacturing Through Digital Transformation
Manufacturing is evolving into an intelligent, connected ecosystem. Businesses that embrace digital transformation today are positioning themselves for long-term success. These initiatives lead to smarter production lines, enhanced product quality, and higher efficiency, all while reducing costs and promoting sustainability.
[Get a personalized roadmap to smarter, data-driven manufacturing. ]
Conclusion
Digital transformation is not just a trend, it’s the foundation of the future of manufacturing. Companies that act now will build agile operations capable of adapting to market shifts, customer needs, and global challenges. Those who delay risk being left behind in a rapidly modernizing world. This guide to Digital Transformation in manufacturing will help you get started on the right track.
